.jpg) |
|
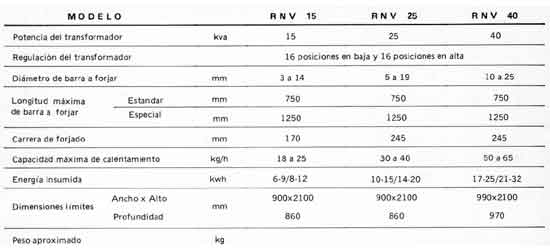
DESCRIPCION
DE LOS MODELOS RVN
|
| |
Son máquinas
de disposición vertical, por
la comodidad de operación,
"siendo mínima la superficie
que ocupan. Esto permite su instalación
en "tandem" de dos o tres
máquinas, en un reducido espacio
próximo a balancines, martinetes,
prensas, etc.
El movimiento principal se realiza
sobre columnas cilíndricas
con tratamientos de cromoduro, montadas
sobre cabezales de fundición,
dispuestos sobre el gabinete de chapa
de acero estampada de 5 mm. de espesor.
Todos los movimientos son realizados
por cilindros neumáticos con
regulación de velocidad, comandados
por electroválvulas. En tanto,
el cilindro de escape está
constituido por una Unidad Hidroneumática,
con la que se consigue el control
del hidráulico con la simpleza
del neumático. Los portamordazas
son de aleación de cobre, refrigerados
por agua, con mordazas guiadas por
colizas prismáticas.
El transformador está diseñado
con la técnica más avanzada,
lográndose el más elevado
|
| rendimiento.
Construido en acero al silicio de
bajas pérdidas (1,4 W/Kg) y
bobinado totalmente en cobre electrolítico,
refrigerado por agua. Su capacidad
de calentamiento es de 2 a 3 Kg/Kwh,
con un consumo de energía eléctrica
de 0,35 a 0,50 Kwh por cada Kg de
material calentado. La puesta en marcha
de estas máquinas es rápida
y simple, solo deben conectarse la
alimentación eléctrica,
el suministro de aire comprimido a
7 Kg/cm2 (cuentan con propia unidad
protectora FRL) y el agua corriente
de refrigeración. |
DISTINTAS VERSIONES
MANUAL:, ciclo de funcionamiento
automático con pulsación
inicial, carga y descarga manual.
SEMIAUTOMATICA: carga manual a estación
de espera, ciclo automático
con inicio temporizado para
regular la frecuencia de producción,
expulsión automática.
AUTOMATICA: dotada de cargador automático,
brazos alimentador y expulsor.
|
OPCIONALES
Dos mordazas, para forjado en zonas
centrales.
Disposición horizontal con
sistema de barra pasante, para piezas
de longitud ilimitada. Control electrónico
de potencia del transformador, con
regulación de nivel y de
rampa. Diseños especiales,
de acuerdo a cada necesidad. |
|

.jpg)